จริงๆเคยให้ข้อมูลพวกนี้ลงในเวบ miniCNCThai ไปแล้วครับ แต่อยากรวบรวมเป็นส่วนตัวจัดเก็บเอาไว้อีก 1 ที่จะดีกว่า ก็ตามนี้ล่ะครับ
ถ้าหากมีการ setup เครื่องก่อนทำการกัดชิ้นงาน แล้วต้องการจรดปลายดอกกัดให้จุดตำแหน่ง Offset ของแกน Z ชนกับผิวของชิ้นงานพอดีโดยให้เป็นจุด 0.000 นั่นเอง...ส่วนใหญ่ก็ใช้การเล็งด้วยตา..ซึ่งถ้าในหนึ่งงานใช้ดอกกัดมากกว่า 1 ดอก หรือ ดอกกัดหักกลางคันล่ะจะทำยังงัย ต้องมาตั้งจุดเริ่มต้นแกน Z ให้ตรงกับจุดเริ่มต้นเก่า ล่ะอันนี้งานเข้าล่ะครับ เหอๆๆ.....(ผมก็เป็นคนนึงที่ประสบกะมันบ่อยพอควร เซ็งมากๆ เสียเวลาไปไม่น้อยเลยทีเดียวในการตั้งระยะใหม่ แถมไม่ตรง 100% เท่ากับระยะเดิมอีก...)
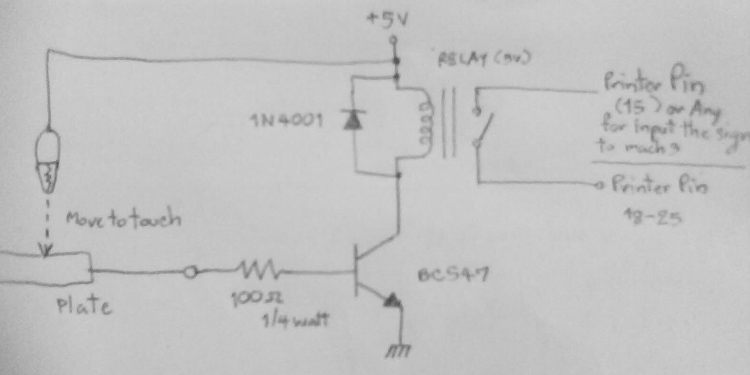
ในเวบฝรั่งหลายท่านก็มีวิธีให้ดูเยอะแยะมากมาย แต่ไม่ยักกะจะลงวงจร Interface มาให้ดูกัน หรือมันง่ายเกินไป เลยไม่ต้องเอาลงให้ดู ??? เฮ้อช่างเค้าเรามานั่งคิดเองละกัน...
ซึ่งผมใช้วงจรง่ายๆแต่ได้ผลเต็มประสิทธิภาพการทำงานปลอดภัยต่อ Port Printer นั่นคือเอา Relay มาต่อใช้เป็นสะพานไฟในการทริกสัญญาณ Input ขา 15 ให้เป็น กราวน์ (โดยปกติ ที่ระดับสัญญาณ TTL เมื่อ PIN ไม่ได้ต่อเข้ากับไฟบวก หรือ กราวน์จะถือว่าเป็นสัญญาณ Logic High อันนี้เป็นที่ทราบกันดี)....อธิบายมากความดูวงจรเอาน่ะครับ (ขออภัยมณีด้วยที่วาดรูปม่ะสวยน่ะครับ ด้นสดได้เท่านี้ แฮะๆๆ)
ตรงส่วนนี้ คือ Video สาธิตการใช้งาน (บางช่วงมีเสียงแปลก...ไม่ใช่ตดนะครับ แต่เก้าอี้ไม้มันลากพื้น ฮ่าๆๆ)...ให้ดูวงจรที่ทำคร่าว ซึ่งผมใช้ แผ่นปริ้นท์สำเร็จรูปต่อๆเอาง่ายๆ เลยดูรกๆ....เวลาทำสาย Probe ที่ว่า จะเอายาวกี่เมตรก็ได้น่ะครับ เอาแค่ให้ยาวพอดีๆ จากเครื่องคอม - วงจร - เครื่อง CNC ...
เนื้อหาคร่าวๆของ วิดีโอสาธิต
- แสดงการใช้งาน Probe ร่วมกับปุ่ม "Auto Tool Zero" ใน Mach3
- การโปรแกรมลงในปุ่ม "Auto Tool Zero"
- การ setup PIN ใน mach3 ให้ใช้ Probe ตัวนี้ได้
ส่วนนี่คือ VB script code ที่ใช้ ฝังลงไปกับ ปุ่ม "Auto Tool Zero" ครับ
*** มีการแทรกภาษาไทยลงไปเพื่อ อธิบาย ในบางส่วน เวลา Copy ไปลงก็ตัดออกก็ได้นะครับ ***
#################################################
' Credit to ->Z zeroing macro by Scott Worden - Timber Lake Creations (and a little "Probe Var" tip from Brian ;-).
' Last modify for thai language by Thanya Boonsiri (12/09/2009)
CurrentFeed = GetOemDRO(818) 'อ่านค่า Feed rate ปัจจุบันที่เครื่องใช้อยู่
PlateThickness = 16.1 'ความหนาของแผ่น PCB ที่ใช้อาจจะไม่เท่ากันทุกแผ่นฉะนั้นโปรดวัดและแก้ไขในส่วนนี้ (เอา vernier วัดเอานะครับจะได้ชัวร์หน่อย)
ProbeFeed = 20 'ความเร็วในการเลื่อนแกน Z ลงมาแตะ Plate ค่านี้เหมาะสมดีแล้ว หรืออยากแต่งให้เร็วขึ้นก็ตามแต่ความเหมาะสมของแต่ละเครื่องครับ
Code "G90 F" &ProbeFeed
If GetOemLed (825)=0 Then 'ทำการตรวจสอบสัญญาณ Probe ว่าเป็น logic LOW อยู่หรือไม่, ถ้าไม่จะโดดลงไปทำคำสั่งถัดไป
Code "G4 P5" 'Time to get to the z-plate 'กำหนดการหน่วงเวลาไว้ 5 วินาที (คำสั่ง DWELL) ก่อนจะกระโดไปทำคำสั่งถัดไป
Code "G31Z-5 F" &ProbeFeed 'กำหนดให้ใช้ Probe ในการเลื่อนไปเรื่อยๆในแนวแกน Z ไปยังพิกัดที่ระบุ ในที่นี้คือ -5 นั่นคือค่าระยะสูงสุด หากพ้นระยะนี้ จะถือว่าสิ้นสุดโปรแกรม
While IsMoving() 'แกน Z จะเลื่อนไปเรื่อย..จนกระทั่ง Mach3 ทำการตรวจสอบตำแหน่งของแกน Z ว่าถึง limit ที่ตั้งไว้หรือยัง หรือว่าสัญญาณที่ขา Probe มีการ Active แล้ว
Wend
Code "G4 P0.25" 'หน่วงเวลาประมาณ 0.25 วินาที
ZProbePos = GetVar(2002) ' ทำการอ่านค่าจาก Registry ของ Mach3 ซึ่งจากเอกสารระบุว่าถ้าต้องการอ่านค่าแกน Z ให้ใช้ Adress 2002 (X=2000,Y=2001,Z=2002,A=2003,B=2004,C=2005
Code "G0 Z" &ZProbePos 'สั่งให้แกน Z เลื่อนไปยังตำแหน่งที่อ่านค่าได้จาก Registry
While IsMoving () 'รอจนกระทั่งแกน Z หยุดเลื่อน นั่นคือแกน Z ไปหยุดยังตำแหน่งที่ตรวจพบใน Reigstry แล้ว
Wend
Call SetDro (2, PlateThickness) 'ตั้งตำแหน่งแกน Z โดยนำค่าความหนาของแผ่น PCB เพิ่มลงไปด้วย
Code "G4 P0.5" 'หน่วงเวลาไปอีก 0.5 วินาทีเพื่อให้ DRO set ค่าใหม่ลงไป
Code "G0 Z10.0" 'ยกแกน Z ขึ้นไปยังตำแหน่ง save แกนเพื่อทำการนำ Probe ออกมาก
Code "(Z axis is now zeroed)" 'แสดงข้อความใน Mach3 เพื่อบอกว่าสิ้นสุดการตั้งแกน Z โดยสมบูร์
Code "F" &CurrentFeed 'กลับไปใช้ค่า Feedrate เดิมก่อนที่จะทำการตั้งค่าใฟ้แกน Z
Else
Code "(Z-Plate is grounded, check connection and try again)"
Exit Sub
End If
#################################################
Caution : ก่อนใช้งานปุ่ม "Auto Tool Zero" ทุกครั้ง ให้ทำการเลื่อนแกน Z เพื่อให้ดอกกัดไปอยู่ใกล้ Plate ให้ได้มากที่สุด (กะระยะเผื่อเอาไว้ซัก 2 -3 มม.) จากนั้นให้กดปุ่ม Reset แกน Z ให้เป็นค่า 0.000 ก่อนนะครับ เพื่อเป็นการบอกให้โปรแกรมรู้ว่าให้เริ่มต้นจากจุดนี้ เพราะเราได้ตั้งค่าระยะในการวัดสูงสุดเอาไว้ที่ -5 เท่านั้นหากแกน Z สูงเกินไปแล้วยังเลื่อนลงมาไม่ทันจะแตะโดนเพลท มันก็จะไม่เกิดอะไรขึ้นครับ ค่าที่ได้จะไม่ถูกต้อง
สุดท้าย ลองไปทำเล่นใช้กันดูนะครับย่นเวลาได้เยอะมากในการเปลี่ยนดอกกัดใหม่หรืเริ่มต้นการกัด......ทดสอบโปรแกรมและทำวงจรไว้ให้แล้ว...ผ่านครับ เอาไปใช้กันได้เลย
ต่อไปอาจจะมีการดัดแปลง Probe ไปใช้งานในรูปแบบอื่นเช่น.....การหาจุดกึ่งกลางวงกลมกรณีใช้การเจาะรูทำ mark จุดในการกัดชิ้นงาน 2 หน้า, การหาขอบของชิ้นงานโดยใช้ Probe ซึ่งวงจรนี้ใช้ได้หมดอย่างที่ว่ามา ...หรือเอาไปใช้ในการ Scan วัตถุเพื่อไปสร้าง Code (หรือเรียกง่ายๆคือเป้นการ Copy วัตถุ 3 มิติไปทำใหม่อีกชิ้นว่างั้น ซึ่ง PRobe อาจจะต้องเปลี่ยนรูปแบบวิธีซักหน่อยแต่ วงจรคงเดิม) แต่ไปเปลี่ยนในเรื่องของโปรแกรมครับ.....ถ้ามีเวลาจะมาลงให้ทำใช้งานกันอีกน่ะครับ
ถ้าหากมีการ setup เครื่องก่อนทำการกัดชิ้นงาน แล้วต้องการจรดปลายดอกกัดให้จุดตำแหน่ง Offset ของแกน Z ชนกับผิวของชิ้นงานพอดีโดยให้เป็นจุด 0.000 นั่นเอง...ส่วนใหญ่ก็ใช้การเล็งด้วยตา..ซึ่งถ้าในหนึ่งงานใช้ดอกกัดมากกว่า 1 ดอก หรือ ดอกกัดหักกลางคันล่ะจะทำยังงัย ต้องมาตั้งจุดเริ่มต้นแกน Z ให้ตรงกับจุดเริ่มต้นเก่า ล่ะอันนี้งานเข้าล่ะครับ เหอๆๆ.....(ผมก็เป็นคนนึงที่ประสบกะมันบ่อยพอควร เซ็งมากๆ เสียเวลาไปไม่น้อยเลยทีเดียวในการตั้งระยะใหม่ แถมไม่ตรง 100% เท่ากับระยะเดิมอีก...)
ในเวบฝรั่งหลายท่านก็มีวิธีให้ดูเยอะแยะมากมาย แต่ไม่ยักกะจะลงวงจร Interface มาให้ดูกัน หรือมันง่ายเกินไป เลยไม่ต้องเอาลงให้ดู ??? เฮ้อช่างเค้าเรามานั่งคิดเองละกัน...
ซึ่งผมใช้วงจรง่ายๆแต่ได้ผลเต็มประสิทธิภาพการทำงานปลอดภัยต่อ Port Printer นั่นคือเอา Relay มาต่อใช้เป็นสะพานไฟในการทริกสัญญาณ Input ขา 15 ให้เป็น กราวน์ (โดยปกติ ที่ระดับสัญญาณ TTL เมื่อ PIN ไม่ได้ต่อเข้ากับไฟบวก หรือ กราวน์จะถือว่าเป็นสัญญาณ Logic High อันนี้เป็นที่ทราบกันดี)....อธิบายมากความดูวงจรเอาน่ะครับ (ขออภัยมณีด้วยที่วาดรูปม่ะสวยน่ะครับ ด้นสดได้เท่านี้ แฮะๆๆ)

ตรงส่วนนี้ คือ Video สาธิตการใช้งาน (บางช่วงมีเสียงแปลก...ไม่ใช่ตดนะครับ แต่เก้าอี้ไม้มันลากพื้น ฮ่าๆๆ)...ให้ดูวงจรที่ทำคร่าว ซึ่งผมใช้ แผ่นปริ้นท์สำเร็จรูปต่อๆเอาง่ายๆ เลยดูรกๆ....เวลาทำสาย Probe ที่ว่า จะเอายาวกี่เมตรก็ได้น่ะครับ เอาแค่ให้ยาวพอดีๆ จากเครื่องคอม - วงจร - เครื่อง CNC ...
เนื้อหาคร่าวๆของ วิดีโอสาธิต
- แสดงการใช้งาน Probe ร่วมกับปุ่ม "Auto Tool Zero" ใน Mach3
- การโปรแกรมลงในปุ่ม "Auto Tool Zero"
- การ setup PIN ใน mach3 ให้ใช้ Probe ตัวนี้ได้
ส่วนนี่คือ VB script code ที่ใช้ ฝังลงไปกับ ปุ่ม "Auto Tool Zero" ครับ
*** มีการแทรกภาษาไทยลงไปเพื่อ อธิบาย ในบางส่วน เวลา Copy ไปลงก็ตัดออกก็ได้นะครับ ***
#################################################
' Credit to ->Z zeroing macro by Scott Worden - Timber Lake Creations (and a little "Probe Var" tip from Brian ;-).
' Last modify for thai language by Thanya Boonsiri (12/09/2009)
CurrentFeed = GetOemDRO(818) 'อ่านค่า Feed rate ปัจจุบันที่เครื่องใช้อยู่
PlateThickness = 16.1 'ความหนาของแผ่น PCB ที่ใช้อาจจะไม่เท่ากันทุกแผ่นฉะนั้นโปรดวัดและแก้ไขในส่วนนี้ (เอา vernier วัดเอานะครับจะได้ชัวร์หน่อย)
ProbeFeed = 20 'ความเร็วในการเลื่อนแกน Z ลงมาแตะ Plate ค่านี้เหมาะสมดีแล้ว หรืออยากแต่งให้เร็วขึ้นก็ตามแต่ความเหมาะสมของแต่ละเครื่องครับ
Code "G90 F" &ProbeFeed
If GetOemLed (825)=0 Then 'ทำการตรวจสอบสัญญาณ Probe ว่าเป็น logic LOW อยู่หรือไม่, ถ้าไม่จะโดดลงไปทำคำสั่งถัดไป
Code "G4 P5" 'Time to get to the z-plate 'กำหนดการหน่วงเวลาไว้ 5 วินาที (คำสั่ง DWELL) ก่อนจะกระโดไปทำคำสั่งถัดไป
Code "G31Z-5 F" &ProbeFeed 'กำหนดให้ใช้ Probe ในการเลื่อนไปเรื่อยๆในแนวแกน Z ไปยังพิกัดที่ระบุ ในที่นี้คือ -5 นั่นคือค่าระยะสูงสุด หากพ้นระยะนี้ จะถือว่าสิ้นสุดโปรแกรม
While IsMoving() 'แกน Z จะเลื่อนไปเรื่อย..จนกระทั่ง Mach3 ทำการตรวจสอบตำแหน่งของแกน Z ว่าถึง limit ที่ตั้งไว้หรือยัง หรือว่าสัญญาณที่ขา Probe มีการ Active แล้ว
Wend
Code "G4 P0.25" 'หน่วงเวลาประมาณ 0.25 วินาที
ZProbePos = GetVar(2002) ' ทำการอ่านค่าจาก Registry ของ Mach3 ซึ่งจากเอกสารระบุว่าถ้าต้องการอ่านค่าแกน Z ให้ใช้ Adress 2002 (X=2000,Y=2001,Z=2002,A=2003,B=2004,C=2005
Code "G0 Z" &ZProbePos 'สั่งให้แกน Z เลื่อนไปยังตำแหน่งที่อ่านค่าได้จาก Registry
While IsMoving () 'รอจนกระทั่งแกน Z หยุดเลื่อน นั่นคือแกน Z ไปหยุดยังตำแหน่งที่ตรวจพบใน Reigstry แล้ว
Wend
Call SetDro (2, PlateThickness) 'ตั้งตำแหน่งแกน Z โดยนำค่าความหนาของแผ่น PCB เพิ่มลงไปด้วย
Code "G4 P0.5" 'หน่วงเวลาไปอีก 0.5 วินาทีเพื่อให้ DRO set ค่าใหม่ลงไป
Code "G0 Z10.0" 'ยกแกน Z ขึ้นไปยังตำแหน่ง save แกนเพื่อทำการนำ Probe ออกมาก
Code "(Z axis is now zeroed)" 'แสดงข้อความใน Mach3 เพื่อบอกว่าสิ้นสุดการตั้งแกน Z โดยสมบูร์
Code "F" &CurrentFeed 'กลับไปใช้ค่า Feedrate เดิมก่อนที่จะทำการตั้งค่าใฟ้แกน Z
Else
Code "(Z-Plate is grounded, check connection and try again)"
Exit Sub
End If
#################################################
Caution : ก่อนใช้งานปุ่ม "Auto Tool Zero" ทุกครั้ง ให้ทำการเลื่อนแกน Z เพื่อให้ดอกกัดไปอยู่ใกล้ Plate ให้ได้มากที่สุด (กะระยะเผื่อเอาไว้ซัก 2 -3 มม.) จากนั้นให้กดปุ่ม Reset แกน Z ให้เป็นค่า 0.000 ก่อนนะครับ เพื่อเป็นการบอกให้โปรแกรมรู้ว่าให้เริ่มต้นจากจุดนี้ เพราะเราได้ตั้งค่าระยะในการวัดสูงสุดเอาไว้ที่ -5 เท่านั้นหากแกน Z สูงเกินไปแล้วยังเลื่อนลงมาไม่ทันจะแตะโดนเพลท มันก็จะไม่เกิดอะไรขึ้นครับ ค่าที่ได้จะไม่ถูกต้อง
สุดท้าย ลองไปทำเล่นใช้กันดูนะครับย่นเวลาได้เยอะมากในการเปลี่ยนดอกกัดใหม่หรืเริ่มต้นการกัด......ทดสอบโปรแกรมและทำวงจรไว้ให้แล้ว...ผ่านครับ เอาไปใช้กันได้เลย
ต่อไปอาจจะมีการดัดแปลง Probe ไปใช้งานในรูปแบบอื่นเช่น.....การหาจุดกึ่งกลางวงกลมกรณีใช้การเจาะรูทำ mark จุดในการกัดชิ้นงาน 2 หน้า, การหาขอบของชิ้นงานโดยใช้ Probe ซึ่งวงจรนี้ใช้ได้หมดอย่างที่ว่ามา ...หรือเอาไปใช้ในการ Scan วัตถุเพื่อไปสร้าง Code (หรือเรียกง่ายๆคือเป้นการ Copy วัตถุ 3 มิติไปทำใหม่อีกชิ้นว่างั้น ซึ่ง PRobe อาจจะต้องเปลี่ยนรูปแบบวิธีซักหน่อยแต่ วงจรคงเดิม) แต่ไปเปลี่ยนในเรื่องของโปรแกรมครับ.....ถ้ามีเวลาจะมาลงให้ทำใช้งานกันอีกน่ะครับ
Create Date :17 มีนาคม 2553
Last Update :17 มีนาคม 2553 12:28:03 น.
Counter : Pageviews.
Comments :0
- Comment