��ѡ��á�˹����˹� �����п������
���� 2 ��ѡ��á�˹����˹� (LocatingPrinciples) ��á�˹����˹����¶֧���˹觷��١��ͧ�����ҵ�ͧ�������������ҧ��ü�Ե��鹧ҹ��С��������пԡ�������觨з�������Թ��ҷ���դس�Ҿ����� �����пԡ��������١���ҧ��������͡ӨѴ��ͺ����ͧ㹡�ü�Ե��鹧ҹ����ҧ���˹觷��ըЪ��¤Ǻ�����÷ӧҹ㹷ء��ȷҧ�ء���駷��ӧҹ�Ѻ����ͧ��ͧ�١�ҧ���㹵��˹觷��١��ͧ 2.1 ��ѡ��á�˹����˹觪�鹧ҹ (Principlesof location) ��á�˹����˹���Ҥ�����㨡���������ͧ�ѵ�ء���觪�鹧ҹ�ٻ�ç���������鹰ҹ (Prismatic) ������ٻ�ç��鹧ҹ����仹�鹨����дѺ������������������ 12 ��ȷҧ ����ٻ��� 2.1 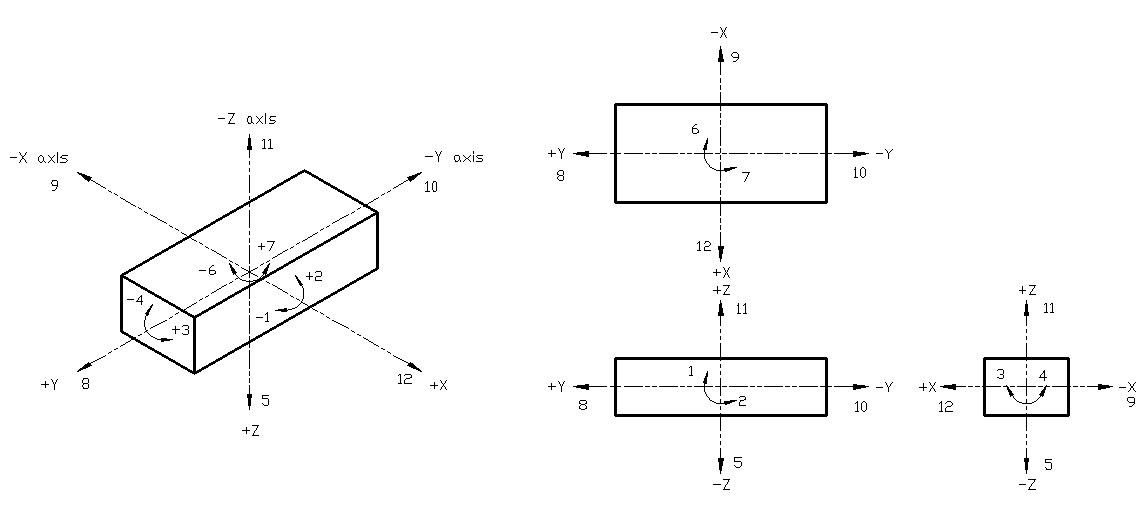
�ٻ���2.1 �Ǣͧ���������� (Movement is the space) ��ȷҧ��Сͺ���� �������������� X,Y ��� Z �������������� 2 �ҧ��� �ҧ�ǡ ��зҧź �����������й�����6 �� �͡�ҡ����ѧ�ա����������¡����ع�ͺ������觡����ع�ͺ��������ö�����������㹷�ȷҧ���������ԡ���зǹ������ԡ� ������������ 12 ��ȷҧ 2.2 ����á�˹����˹�Ẻ 3-2-1(The3-2-1Principle) ����á�˹����˹�Ẻ 3-2-1(The3-2-1Principle)����Ѻ��á�˹����˹��ѡɳй�� �¡�á�˹����˹�Ẻ 3-2-1���º�����繡�á�˹����˹觴�����ѡ(pin)�������6��� ����ö�ӡѴ�дѺ������������� 9 ��ȷҧ �ҡ������ 12��ȷҧ�дѺ����������Тͧ��鹧ҹ ��㹡�á�˹����˹觹��������鹴��¡���ҧ��鹧ҹ���йҺ��ҧ�ԧ Primary ������йҺ��ҹ�Ѻ�йҺ X-Y �������ѡ��᷹�йҺ���������ѡ����3 ��� ����ö�������ٻ��� 2.2 ��觡������ѡ 3���᷹�йҺ�������ö�ӡѴ�дѺ������������� 5��ȷҧ��� 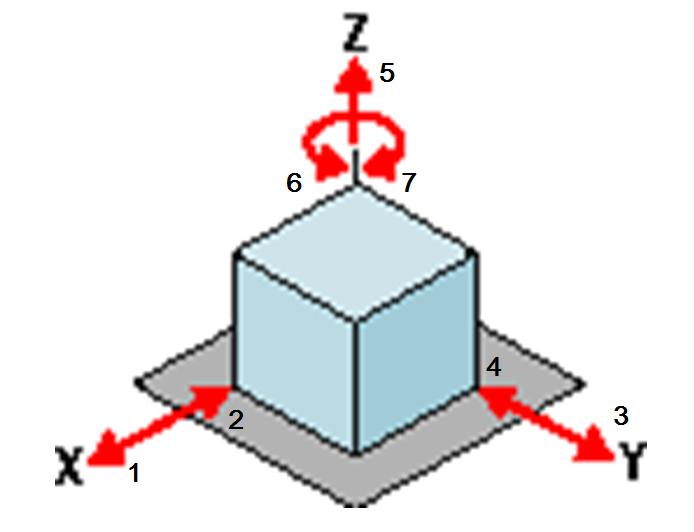
�ٻ���2.2 ����������������ͨҡ�������ѡ 3 ���᷹�йҺ ������������١�ӨѴ����� 1. ����������㹷�ȷҧ�Z, 2.��ͧ�ѹ�����ع�ͺ X ��駵�������зǹ��� 2 ��ȷҧ ���3. ��ͧ�ѹ�����ع㹷�ȷҧ�ͺ Y ��駵�������зǹ��� 2��ȷҧ ��� 5 �Ƿ��١�ӨѴ ����ͷ�ȷҧ����ѧ����������ա 7 ��ȷҧ����ٻ2.2 ��ѡ 2 ��ǶѴ�Ҩҡ�� 3-2-1 ��� ��˹����˹觪�鹧ҹ���������ʡѺ�йҺ��ҧ�ԧSecondary ������йҺ��ҹ�Ѻ�йҺY-Z ��ѡ�������ö����᷹�йҺ����ͧ���˹����˹�2 ��� ����ö�ӡѴ�дѺ������������� 3 ��ȷҧ�������������㹷�ȷҧ�X ����ͺ Z �ͧ��ȷҧ��з�����Դ�ǡ�����駩ҡ˹��˹��� �Ѻ�йҺ��ҧ�ԧ Secondary ��ȷҧ����ѧ����ö��������ѧ��������� 4��ȷҧ �ѧ�ٻ��� 2.3 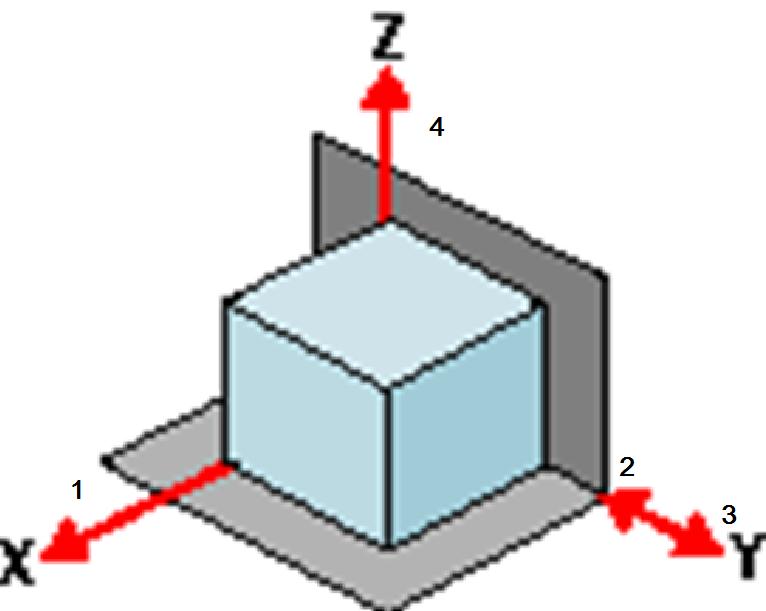
�ٻ���2.3 ����������������ͨҡ������йҺ��ҧ�ԧ �ش����������鹧ҹ������ʡѺ�йҺ��ҧ�ԧTertiary ������йҺ��ҹ�Ѻ�йҺX-Z �յ�ǡ�˹����˹�����1 ��� ����ö�ӡѴ�дѺ������������� 1��ȷҧ��з�����Դ�ǡ�����駩ҡ˹��˹��� �ѧ�ٻ��� 2.4 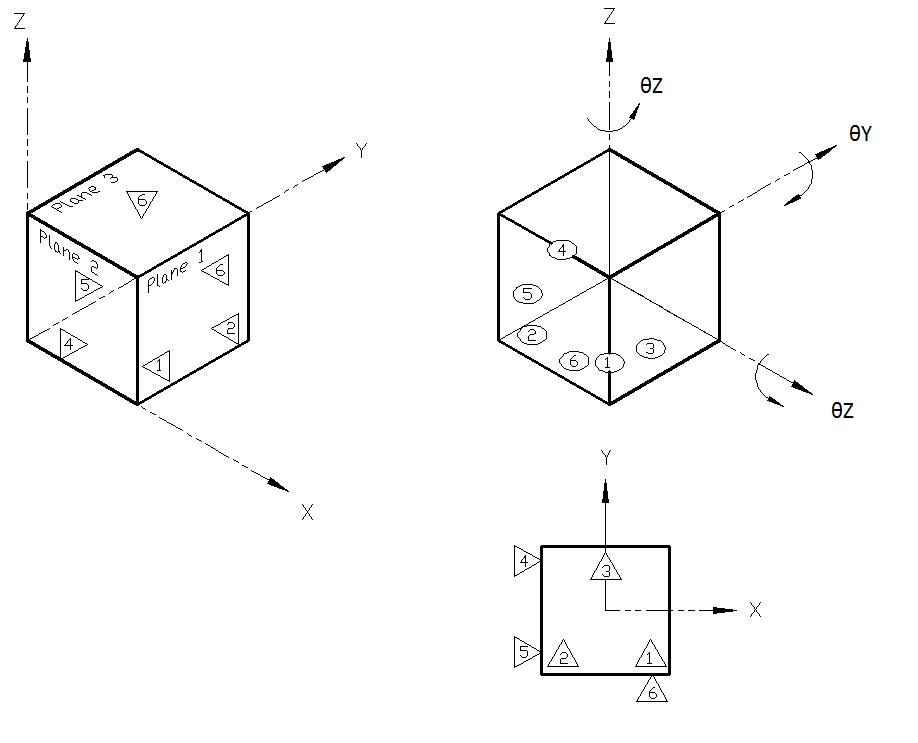
�ٻ��� 2.4 ˡ�����ѡ�ѧ�Ѻ���˹� ��ȷҧ����������������ö���������3 ��ȷҧ��� ��ȷҧ +Z, +X���+Y����ٻ��� 3.2����;Ԩ�óҨҡ�ç�����㹡�èѺ�ִ����ش����������㹷�ȷҧ�к���˹����˹觵�ͧ��ش����������㹷�ȷҧ���ˡ����ç㹡�èѺ�ִ��ͧ��ش㹵ç�����Ѻ��ȷҧˡ�ͧ���������ǵ�����ҧ����ö����ҡ�ٻ���2.5 
�ٻ��� 2.5 ��ȷҧ��úѧ�Ѻ��鹧ҹ 2.3 ����á�˹����˹觪�鹧ҹ㹡óժ�鹧ҹ����ǹ���繷ç��к͡�������������������� 2.3.1.��˹����˹�Ẻ���Һ (Planar Location) 
�ٻ��� 2.6 ��˹����˹觷���駪�鹧ҹ�ա����ҧ�ԧ�о�鹼�� ������鹡�á�˹����˹觴��¡���ҧ���йҺ��á�˹����ǹ���Ф���¡Ѻ����ҧ����ѡ 3 ��� 㹡óբͧ ����ѡ 3-2-1��áӨѴͧ����������ǹ���СӨѴ� 5 ��ȷҧ ����ٻ��� 2.6 2.3.2. ��˹����˹�Ẻ�����ٹ�� (ConcentricLocation) 
�ٻ��� 2.7 ��á�˹����˹觷���駪�鹧ҹ�ҡ�����ǹ�ç��к͡ 㹡óէҹ�ҧ���йҺ��áӨѴ�����������ͨҡ����ͷ����ٵ�����¡Ѻ���µ�Ǽ���ª�鹧ҹ�з����ٵ�������������µ�Ǽ����� ����ٻ��� 2.7 ��áӨѴͧ����������ǹ���СӨѴ�������9 ͧ������� ����͡�����������§ 3 ͧ������� ��� 1.��ع�ҧ���� 2.��ع�ҧ������ 3.��������������ҹ�� (Z+) 2.3.3. ��˹����˹�Ẻ����� (Radial Location) �ҡ��á�˹����˹�Ẻ�����ٹ������������ѧ������� 3 ͧ������� ��áӨѴͧ������������������ö����������ѡ�ѡ��鹡���������㹡óժ�鹧ҹ������ǡ�á�˹����˹�Ẻ�������ö���ѡ 2 �����������鹧ҹ����͡�����������Ǣ�� (+z) �ҧ���ǵ���ٻ��� 2.8 
�ٻ��� 2.8 �������Ǻѧ�Ѻ���˹������ٹ���ҧ��������դ�������ѹ�줧��� ����кض֧����кص��˹��ٹ���ҧ ������ҧ��� 2.1 �蹰ҹ ���ǡ�˹����˹�2 Ẻ����ѡ�����˹����˹�Ẻ�����ٹ����С�˹����˹�Ẻ����� ����ٻ��� 2.9 
�ٻ���2.9�ػ�ó��˹����˹觨ҡ���� �ҡ��á�˹����˹觷��������㹡ó�����ǹ�����͡����ش��ع�繨ش��ҧ�ԧ���˹��ó��֡����á�˹����˹觷����ҹ�·���仨����������� 3Ẻ�һ���ء������ѹ����ٻ��� 3.0 �繨�ꡫ�����Ѻ��˹����˹���������� Indexingjig 
�ٻ��� 2.10 �ҹ���Ѻ�ִ��ǹ�˭����������Ҵ��¡ѹ�ͧ�Ըա�á�˹����˹觷���� �������ó�ͧ��鹧ҹ �����:Edward G.Hoffman ˹��13 ������ҧ1 ��á�˹����˹� 㹡óժ�鹧ҹ�繷ç��к͡ ��ҵ�ͧ��á�˹����˹觢ͧ��鹧ҹ�ç��к͡����ٻ���2.10 ������ö��˹����˹�������ѡ��÷�����¹�����ҧ�������������ͧ������з���Դ�����ѧ�ҡ��˹����˹����� 
�ٻ��� 2.11 ��ǡ�˹����˹�Ẻ������դ���������з��12��ȷҧ����Ѻ�ç��к͡ 
�ٻ���2.12 ��ǡ�˹����˹�����Ƿҧ������� �ҡͧ������з�����12 ��ȷҧ ��������ͧ��ͺ͡���˹觵���ٻ��� 2.12 �Ƿҧ����������ö���������5 ��ȷҧ �������ö�ӨѴ����������������� 7 ��ȷҧ ��� ��йҺ�ǹ �Z,����������ŧ Y-, ����������ҧ���� x-, �����ع�ͺ X(CW ��� CCW) ��С����ع�ͺ Y (CW ��� CCW) ��áóժ�鹧ҹ�繷ç��к͡����ͧ��ͷ�����˹����˹�����ö�͡Ẻ������ѡ�ͧ3 ��á�˹��������������Ǣ�ͶѴ� 2.4 ��á�˹����˹������йҺ ��á�˹����˹�Ẻ���������������Һ��ҹ��ҧ��鹧ҹ�����ѡ�������ö�ͧ�Ѻ��鹧ҹ�����������¡ѹ 3 Ẻ ��� ����ͧ�ѺẺ��蹤� ��е���ͧ�ѺẺ��Ѻ�� ��ѡ��˹����˹�����������Ѻ�ͧ�Ѻ��鹧ҹ��ҹ��ҧ��ǹ�˭����Ẻ����պ�� ��ǹ�������պ������ö������Ѻ��ҧ�ԧ���˹觴�ҹ��ҧ��ѡ�ҧ����պҧ��ǹ����դ����秾�������ͻ�ͧ�ѹ����֡��ʹ��� ����ٻ��� 2.13 ��ѡ�ҧẺ����ö��Ѻ���鹡Ѻ�ѡɳЪ�鹧ҹ����ռ��������º�����Ҩ�Դ�ҡ����֡�����������ѡ���ŧ�����Ŵ���˹ѡ ����ٻ��� 2.14 ��� 2.15 ����ӴѺ ��ѡ�ҧ��Դ�͡Ẻ����ըش�����ʪ�鹧ҹ�����·���ش������ա����§�����������еԴ�Ѵ���ǹ���ǹ˹�����ͻ�ͧ�ѹ��ɽ�����ͧ����������з���Դ�ҡ��áѴ ����ٻ��� 2.16 
�ٻ��� 2.13 ��ѡ��˹����˹�Ẻ��ҧ� 
�ٻ���2.14 ��ѡ�ͧ�ѺẺ��Ѻ 
�ٻ���2.15 ����ͧ�ѺẺ��Ѻ�骹Դʻ�ԧ������������͡ 
�ٻ���2.16 ��ǡ�˹����˹�ẺŴ�ش������ 2.5 ��á�˹����˹觴�ҹ��ҧ 㹡�á�˹����˹觴�ҹ��ҧ����ö����ѡẺ���ǡѺ��ѡ������ҧ�ͧ�ҹ������йҺ��������èоԨ�óҶ֧�������������觨С���Ƕ֧���Ǣ���Ԥ��á�˹����˹� 2.5.1��á�˹����˹觨ҡ����ͺ�ٻ��¹͡����Ẻ�ѧ (Nest) ��á�˹�����ͺ�ٻ��� (Full Nest) �繡�á�˹����˹���������������鹧ҹ�����ʡѺ��ǡ�˹��ء��ҹ ���բ������ �� ¡��鹧ҹ�ҡ �����Ф�պ����ö�Դ������ѧ 
�ٻ���3.11 ��ǡ�˹����˹�Ẻ�ѧ 2.5.2 ��ǡ�˹����˹�Ẻ�����ʺҧ��ǹ ��á�˹�������Ẻ�ҧ��ǹ���С�˹����˹���ҧ�ԧ���Ѻ��鹧ҹ�Шش�����ʷ��Ԩ�ó����Ǩҡ�ٻ��� 3.12�������ʷ����ǹ����ͧ��鹧ҹ�·�����������ͧ����ź��պ�ͧ��鹧ҹ���¡���͡ẺẺ������Դ����֡����Ҩ��ͧ����¹��駪�鹧ҹ�ѧ����Ҩ�ա���ͺẺ�ػ�ó������Ẻ�ʹ����¹�� ����ٻ��� 3.13 
 �ٻ��� 3.12 ����͡Ẻ��м�Ե��鹧ҹẺ��µ�� 
�ٻ��� 3.13 ��á�˹����˹�Ẻ��Сͺ ��á�˹��ش��ҧ�ԧ�ҧ��ҹ��ҧ����ö��˹����˹�Ẻ��Ѻ���Ҫ�鹧ҹ���ѡɳ�������º�����Դ����֡��� ��駪�鹧ҹ�����ѡ��˹����˹��Ҩ���͡����ѡ�����ʡ�١�˹����˹������ٻ��� 3.14�����Ҩ�յ����ش����������鹷��㹡����ҧ�ԧ���˹觵���ٻ��� 3.15  �ٻ���3.14��ǡ�˹����˹�Ẻ��Ѻ��  Application stop pin �ٻ��� 3.15 �����: //www.misumi-techcentral.com/tt/en/lca/2009/12/ �ػ�ó����������㹡�á�˹����˹� 1.��ѡʻ�ԧ
������ػ�ó��˹����˹������������Ҫ�鹧ҹ�����ʡѺ��ǡ�˹����˹觷�����������Ѻ�����ǹ����բ�Ҵ��硡зѴ�Ѵ 
�ٻ��� 3.15 ��ѡʻ�ԧ 2.ʻ�ԧ��ش (Buttons) ��÷ӧҹ�����ǡѺ��ѡʻ�ԧ���͡Ẻ������Ѻ��鹧ҹ��Ҵ�˭� 
�ٻ���3.17ʻ�ԧ��شButtons 
��ѡ��âͧ����ҧ���˹� ����öԺ�������������µ�����ҧ ��� 1.Six points location of rectangular block ��� 2.Location of cylinder ona vee block ��Ժ������ǡѺ Jigs ��� Fixtures����Ӥѭ�ҡ���з����������� 3.4��ͤӹ֧�֧�Ըա�����á�˹����˹� (Trick Design) 3.4.1 �������ʶ����Ҿ ��鹧ҹ������������ʶ����Ҿ�ҡ��鹶�Ҫ�鹧ҹ�չ��˹ѡ ���Ҫ�鹧ҹ�չ��˹ѡ���դ�������§��ͨӹǹ���˹觢ͧ��ѡ��������ʹѧ��� �ӹǹ 6 ��ѡ ���ѡ��� 3-2-1�֧�繡�þԨ�óҶ֧�ӹǹ�����·���ش����� 3.4.2�ç��㹡�õѴ ��Ǻѧ�Ѻ���˹�(Locating) ����������㹷�ȷҧ�ç�����Ѻ�ç�ͧ����ͧ��͵Ѵ����ç�Ѻ�ִ��è�����㹷�ȷҧ���ǡѺ�ç��зӨҡ����ͧ��͵Ѵ�ѧ���������ա����§����������ͧ��鹧ҹ��������ç�Ѻ��鹧ҹ�����§�ʹѧ�ٻ��� 3.24 
�ٻ��� 3.24�ç��㹡�õѴ �ç�Ѻ�ִ��è���§�������ҡ���Ҽš�з��ͧ�ç�Ѵ������ͻ�ͧ�ѹ����������ͧ��鹧ҹ�ҡ��Ǻѧ�Ѻ���˹� 3.4.3���ǹ-��Ǩ�ͺ ����͡Ẻ��è��͡Ẻ���ӧҹ���·���ش��Фӹ֧�֧��Ҿ�Ǵ������÷ӧҹ�������¹�ŧ�蹤�������������ͧ͢��鹼�ǡ���֡��ͧ͢��Ǻѧ�Ѻ���˹觤���ʡ�á�ͧ��鹧ҹ����ػ�ó�Ѻ�ҹ��Ф���ᵡ��ҧ�ͧ�س����� 3.4.4 ��ͧ�ѹ�����Դ��Ҵ (Fool-Proofing) ��û�ͧ�ѹ�����䢻ѭ�Ҥ����Դ��Ҵ㹡�÷ӧҹ �¡�û�ͧ�ѹ�ѭ���������Դ�����С����䢤����Դ��Ҵ�����˵��������ѭ���������ҧ���� ��������ͧ��͵�ҧ � �蹡�����к���ͧ�ѹ�����Դ��Ҵ �������ҭ�������¡��� Pokayoke�(Mistake� Proofing) ���ͻ�ͧ�ѹ�����Դ��Ҵ����Դ�ҡ�����ŧ��� ������㨤�Ҵ�����������㨼Դ ��âҴ���ʺ��ó���Ф����������·���黯Ժѵԧҹ�����繵�ͧ�դ����������������ʹ��ҡ����������Դ�����Դ��Ҵ�ҡ��û�Ժѵԧҹ �� ����͡Ẻ�����������������ҹ˹��������Ѵ���ͻ�ͧ�ѹ�����������촼Դ��ҹ����͡Ẻ�ػ�ó���١��駢�����ͻ�ͧ�ѹ��üԴ��Ҵ�ͧ��÷ӧҹ �����͡Ẻ����ٻ��� 5��û�Сͺ��ͧ��û�Сͺ���ȷҧ���� �ǡ��ͧ���ǡ ź��ͧ����Ѻź�����͡Ẻ��颹Ҵ��ҡѹ����ٻ��� 5 � ��鹧ҹ����ö��������ͧ��ȷҧ�����Ҩ���¹��СӪѺ���ǡ��������Դ��Ҵ����ö�Դ����������͡Ẻ������ѡ��û�ͧ�ѹ�����Դ��Ҵ ����ö���ǡ�˭����ź��û�Сͺ������ö�������ҧ������ҹ�� �����Դ��Ҵ����ö��Ѵ�����ҧ����ԧ 
�ٻ��� 3.25��û�ͧ�ѹ�����Դ��Ҵ��鹧ҹ�ٻ�ҧ 3.4.5 ��áӨѴ��� �����Ф�պ����鹼�Ǣͧ��鹧ҹ�Ҩ����������鹧ҹ����㹵��˹觷�������������Ըջ�ͧ�ѹ��СӨѴ��ɪ�鹧ҹ�մѧ��� 1.������Ǻѧ�Ѻ���˹觷Ӥ������Ҵ���� 2.���������ǹ����ͧ�Ӥ������Ҵ������ŧ��������ö�Ӥ������Ҵ���µ���ͧ ������ҧ�ٻ��� 3.26 �.��鹧ҹ�Ҩ���դ�պ�������ʡ�á������鹧ҹ�������öṺ�麹����йҺ�ͧ�ԡ�������͡Ẻ����ö��Ѻ��ا����ٻ �����ըش�����ʹ��¡����͡�ʢͧ���ʡ�á���ͤ�պ���Ф�Ӫ�鹧ҹ���Ŵŧ�袳����ǡѹ�ӹǹ�ش�����ʷ������Ҩ���������֡��ͧ͢����ͧ��ͫ�觡���͡Ẻ���չ�鹤�äӹ֧�֧��ü�Ե��С�ú��ا�ѡ�Ҵ��¡���͡Ẻ�֧����ö�Ѳ���� �ѧ�ٻ � 
�ٻ��� 3.26�������ö�Ӥ������Ҵ����� 㹡óբͧ����������١���͡Ẻ��ѡ������ѡɳ��������Ǩз��������鹧ҹ����¡�����С�÷���ͧ�ҷ��ͺ�٢ͧ��ѡ����ö��Ѵ�ѭ�� ���ź��պ������ ����ٻ��� 3.27�óա�����͡����ѡ�Ҩ�骹Դ�ͧ��ѡ�������ͧ (Groove) ����ź��պ�ç����ͧ��鹧ҹ����µ���ٻ��� 3.28 
�ٻ��� 3.27��Ǻѧ�Ѻ���˹������� 
�ٻ��� 3.28��ú���������Ф�պ 
�ٻ���3.10��ѡ��˹����˹��ٻ���������������¡�ٹ �����: //www.misumi-techcentral.com/tt/en/lca/2009/12/ 4.7 Clamping 㹡�ü�Ե��鹧ҹ�������ó�е�ͧ�ա��������ͧ˹պ�Ǻ���Ѻ����ҧ���˹����ͧ�ҡ����ͧ˹պ�����ִ����鹧ҹ����㹵��˹����ҧ��蹤�����ͧ˹պ����������Ѻ Fixture���С���������ѹ���ҧ�١��ͧ������Դ���������㹡�÷ӧҹ������Դ�س�Ҿ���բͧ��鹧ҹ��Ъ���㹴�ҹ�������ҡ�÷ӧҹ����ͺ ������ͧ��þ�鹰ҹ�ͧ����ͧ˹պ���� ���� ����ִ��鹧ҹ����� ��鹧ҹ���١˹պ�����������¨ҡ�ç˹պ �ç˹պ����ҡ�ͷ��е�ҹ�Ѻ�ç�������ǹ���Ѻ�ҡ��ü�Ե���ͧ�ҡ�ç����ͧ�����Դ��鹨��Դ㹷�ȷҧ���ᵡ��ҧ�ѹ ����ͧ˹պ��õ�ҹ�ҹ�ç��������ҡ��÷ӧҹ�ͧ����ͧ�ѡá�ü�Ե�� ����ͧ˹պ��������дǡ���˹պ��л���¤����������ҧ�����������������ҡ�ú��ا�ѡ�ҡ��èЧ����蹡ѹ �ç���ҡ����ͧ˹պ������ç价���Ǫ����Ѻ�ç�����ͨش�����Ѻ�ç���µç���ͻ�ͧ�ѹ�����ǹ���С������ش�ҡ���˹� ��ҹ˹�Ҿ�鹼�Ǣͧ����ͧ˹պ����ա�âѴ����������������Ŵ����֡��� �����Ѻ��鹧ҹ���Өҡ��ʴط��ͺ�ҧ���˹պ��ä�������������� ���ͻ�ͧ�ѹ����������·���Ҩ���Դ��鹡Ѻ��鹧ҹ
| Create Date : 03 �ԧ�Ҥ� 2559 |
| Last Update : 3 �ԧ�Ҥ� 2559 11:32:42 �. |
|
0 comments
|
| Counter : 13751 Pageviews. |
 |
|







 �ҡ��ͤ�����ѧ����
�ҡ��ͤ�����ѧ���� ���Դ������͡ : 1 �� [
���Դ������͡ : 1 �� [