|
กระบวนการขึ้นรูปผลิตภัณฑ์ยางด้วยแม่พิมพ์ (Elastomer Moulding)
กระบวนการขึ้นรูปผลิตภัณฑ์ยางด้วยแม่พิมพ์ (elastomer moulding)
การขึ้นรูปผลิตภัณฑ์ยาง (moulding) คือการขึ้นรูปยางให้เป็นชิ้นงานที่มีขนาดและรูปร่างที่แน่นอน โดยใช้แม่พิมพ์ในการขึ้นรูป โดยเปลี่ยนยางเทอร์โมเซ็ตจากสถานะที่เป็นของเหลวไปสู่สถานะของแข็งหลังจากเกิดปฏิกิริยาทางเคมี (crosslinking) ซึ่งเรียกว่า กระบวนการวัลคาไนซ์ (valcanizing) หรือ การอบบ่ม (curing) โดยการขึ้นรูปยางนั้นจะมีอยู่ 3 แบบ
คือ การอัดขึ้นรูป (compression moulding) การขึ้นรูปแบบอัดส่ง (transfer moulding) และการฉีดขึ้นรูป (injection moulding) (Sommer, 2003)
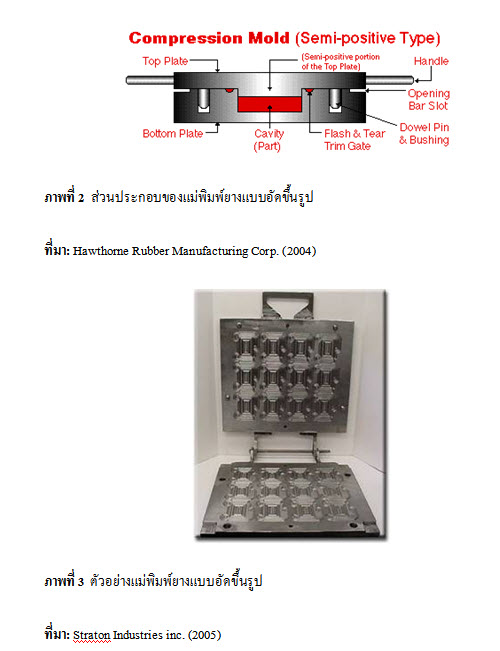
1. การอัดขึ้นรูป (compression moulding)
การขึ้นรูปยางด้วยวิธีการอัดนั้น เป็นกระบวนการขึ้นรูปผลิตภัณฑ์ที่มีรูปร่างไม่ซับซ้อนมาก และแม่พิมพ์มีราคาไม่สูง
โดยขนาดของแม่พิมพ์จะขึ้นกับชิ้นงานซึ่งมีตั้งแต่ขนาดประมาณ 10 กรัม จนถึง 10 กิโลกรัม เครื่องจักรที่ใช้สำหรับอัดขึ้นรูปเป็นเครื่องอัดด้วยระบบไฮดรอลิกส์ทั่วไป
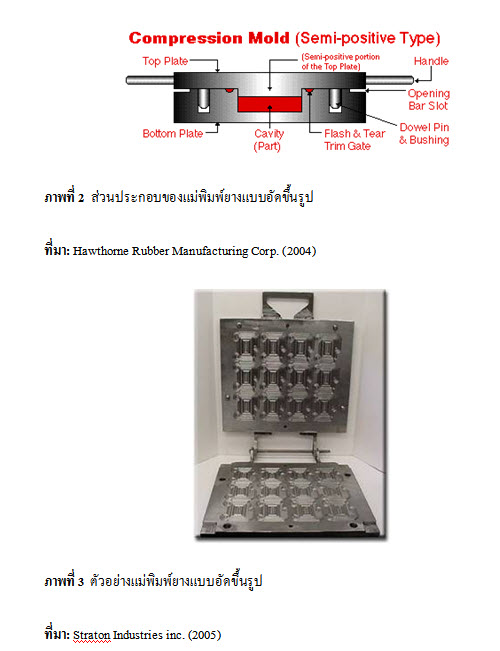
ตัวอย่างแม่พิมพ์ดังแสดงในภาพ
ขั้นตอนการขึ้นรูปนั้นเริ่มจากนำชิ้นยางที่ยังไม่สุกใส่ลงไปในเบ้า (cavity) ของแม่พิมพ์ จากนั้นทำการปิดแม่พิมพ์ที่ใส่เข้าไปในเครื่องอัด
เครื่องอัดจะใช้แรงดันกดปิดแม่พิมพ์จนสนิท โดยก่อนจะกดปิดแม่พิมพ์จะมีการกด-คลาย (bumping) ก่อนเพื่อไล่อากาศออกให้เนื้อยางไหลได้เต็มเบ้า
หลังจากได้รับความร้อนจากเครื่องอัดและใช้เวลาระยะหนึ่งจนยางสุกแล้ว แม่พิมพ์จะถูกเปิดออกและผู้ปฏิบัติงานสามารถหยิบชิ้นงานออกจากแม่พิมพ์
และทำความสะอาดแม่พิมพ์ จากนั้นแม่พิมพ์ก็จะพร้อมสำหรับการอัดขึ้นรูปในรอบต่อไป (Wheelans, 1974)
2. การขึ้นรูปแบบอัดส่ง (transfer moulding)
การขึ้นรูปแบบอัดส่งนั้นชิ้นงานที่ได้จะมีความแม่นยำมากกว่าแบบอัด และสามารถควบคุมรอบเวลาการผลิตได้ดีกว่า หลักการที่สำคัญของการขึ้นรูปแบบอัดส่งนั้นคือจะมีช่องสำหรับหรับใส่ยาง 1 ช่อง (pot) โดยช่องดังกล่าวนี้จะเชื่อมต่อกับเบ้าด้วยทางวิ่งซึ่งมีทั้งเบ้าเดียวหรือหลายเบ้าก็ได้ เมื่อใส่ยางที่ยังไม่สุกลงไปในช่องใส่ยาง ส่วนอัด (plunger) ก็จะอัดเนื้อยางผ่านทางวิ่งเข้าไปสู่เบ้า หลังจากนั้นก็จะให้ความร้อนจนยางสุก นำชิ้นงานออกจากเบ้าโดยผู้ปฏิบัติงาน (Wheelans, 1974) ตัวอย่างแม่พิมพ์ขึ้นรูปแบบอัดส่ง และการขึ้นรูปแบบอัดส่งแสดงดังภาพ
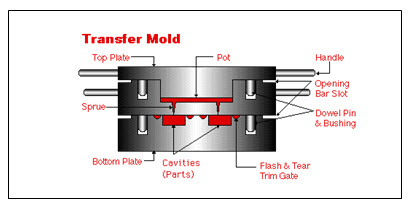

การขึ้นรูปยางด้วยวิธีการอัดส่ง
ที่มา: Ciesielski (1999)
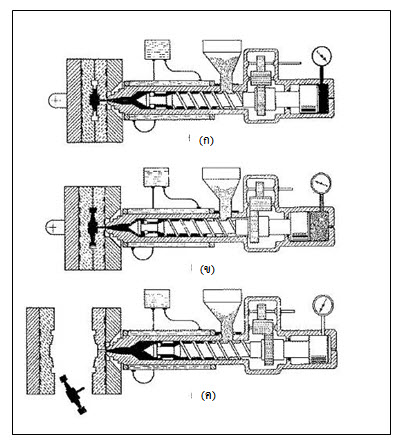
3. การฉีดขึ้นรูป (injection moulding)
การฉีดขึ้นรูปนั้นเป็นการฉีดเนื้อยางจากกระบอกฉีด (injection barrel) ด้วยกระบอกสูบ (ram) หรือสกรู (screw) ที่อยู่ภายใน
เนื้อยางจะถูกฉีดผ่านหัวฉีด (nozzle) ซึ่งเป็นส่วนปลายสุดเข้าสู่รูฉีดของแม่พิมพ์ โดยรูฉีดนี้จะเชื่อมต่อกับทางวิ่ง (runner) และรูเข้า (gate)
ก่อนเข้าสู่เบ้า (cavity) ของแม่พิมพ์ต่อไป โดยที่แม่พิมพ์จะมีตัวทำความร้อนที่มีลักษณะเป็นแท่ง (heater rod) ติดอยู่เพื่อทำให้ยางเกิดกระบวนการวัลคาไนซ์
หลังจากยางสุกแล้วแม่พิมพ์จะเปิดออกเพื่อปลดชิ้นงานโดยสามารถนำชิ้นงานออกมาด้วยผู้ปฏิบัติงาน
หรือใช้แขนหุ่นยนต์หยิบออกแบบอัตโนมัติก็ได้ ตัวอย่างแม่พิมพ์และกระบวนการฉีดขึ้นรูป ดังแสดงในภาพที่ 6 และ 7
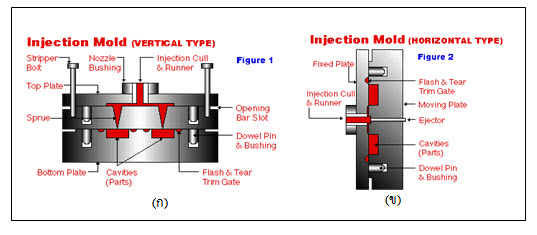
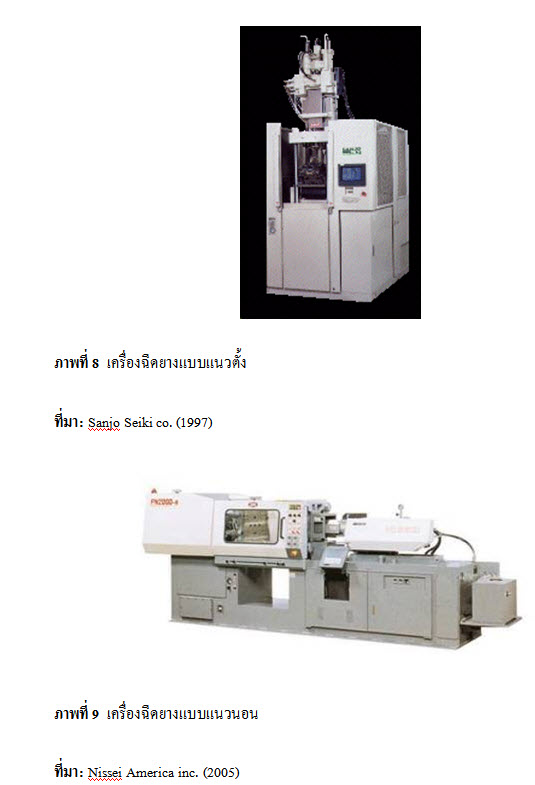
นอกจากนั้นการเติมเนื้อยางจะเป็นแบบอัตโนมัติซึ่งจะเป็นแบบสายยาวเข้าสู่กระบอกฉีด หรือเป็นเม็ดเล็กผ่านกรวย (hopper)
คล้ายการฉีดพลาสติก เครื่องฉีดยางแบ่งออกเป็น 2 แบบ คือ เครื่องฉีดยางแบบแนวตั้ง (vertical injection machine)
และเครื่องฉีดยางแบบแนวนอน (horizontal injection machine) (Ciesielski, 1999) ดังแสดงในภาพที่ 8 และ 9
ข้อดีของกระบวนการฉีดขึ้นรูปยาง (Ciesielski, 1999)
1 อุณหภูมิที่ใช้ในการบ่มเนื้อยางสูงกว่าที่ใช้ในวิธีการอัดและอัดส่ง ซึ่งส่งผลให้ยางสุกตัวเร็วกว่า
2 เนื่องจากอุณหภูมิของเนื้อยางที่ถูกฉีดเข้าเบ้าใกล้เคียงกับอุณหภูมิฉีด ทำให้การถ่ายเทอุณหภูมิระหว่างการบ่มมีน้อยมาก ดังนั้นจึงเกิดแรงดันภายในน้อยมาก ซึ่งเป็นผลให้การเกิดรอยฉีก หรือรอยกัด (backrind) บริเวณแนวส่วนแบ่งแม่พิมพ์ (parting line) ลดลงได้มาก
3 ไม่จำเป็นต้องตัดแบ่ง หรือทำรูปทรงก่อนฉีด เพราะสามารถป้อมเนื้อยางแบบสายยาว หรือเป็นเม็ดได้เลย
4 ลดปริมาณครีบ (flash) ยาง
5 ลดการเกิดการอั้นของอากาศ (air traps)
6 สามารถใช้ระบบการผลิตแบบอัตโนมัติได้
7 รอบการฉีด (cycle time) ลดลง ทำให้สามารถผลิตชิ้นงานได้จำนวนมาก
ข้อเสียของกระบวนการฉีดขึ้นรูปยาง
1 แม่พิมพ์จำเป็นต้องทนต่อแรงดันสูง ทำให้ต้องใช้เหล็กที่มีความแข็งมาก และใช้ความละเอียดสูง
2 เนื่องจากแม่พิมพ์ฉีดยางมีระบบทางวิ่งทำให้เสียเนื้อยางในส่วนดังกล่าว เป็นการเพิ่มต้นทุนการผลิตมากกว่าการอัดและการอัดส่ง
ส่วนหนึ่งของวิทยานิพนธ์ นายรุ่งธรรม ปัญญวิภาต
ภาควิชาวิศวกรรมเครื่องกล คณะวิศวกรรมศาสตร์ มหาวิทยาลัยเกษตรศาสตร์
นำไป reference ที่ไหน แจ้งด้วยนะครับ หรืออยากได้เพิ่มเติม หรือสอบถามก็บอกกันได้ครับ ถ้าตอบได้ก็จะตอบครับ เกี่ยวกับแม่พิมพ์ยาง, พลาสติก และ CAD/CAE
| Create Date : 23 มีนาคม 2553 | | |
| Last Update : 23 มีนาคม 2553 10:21:12 น. |
| Counter : 33005 Pageviews. |
| |
|
 |
|

 ฝากข้อความหลังไมค์
ฝากข้อความหลังไมค์ ผู้ติดตามบล็อก : 2 คน [
ผู้ติดตามบล็อก : 2 คน [